Que hàn đắp và kỹ thuật hàn đắp
Làm thợ xin chia sẻ đến quý bạn đọc bài viết que hàn đắp và kỹ thuật hàn đắp. Cùng tham khảo nhé!
1. Khái niệm – ứng dụng của hàn đắp
Tính chất của lớp đắp quyết định rất lớn đến khả năng làm νiệc của chi tіết được phục hồi. Do vậy chọn que hàn đắp phải căn cứ và điều kiện làm việc của сhi tiết đắp.

- Chi tiết bị mài mòn chủ yếu do ma sát thì lớp đắp cần có tính cơ lý nhất định. Trong trường hợp đó sử dụng que hàn đắp là : thép crom – niken…
- Chi tiết, dụng cụ làm việc trong điều kiện nhiệt độ thay đổi như nung nóng và làm nguội nhanh. Ví dụ: trục cán, khuôn dập, đầu máy búa… thì que hàn đắp cần chọn là: thép crom – vonfram; crom – mangan
- Tùy thuộc vào điều kiện làm việc chi tiết và yêu cầu của lớp đắp mà có thể sử dụng que hàn thông thường hay que hàn chuyên dùn
- Khi đắp những chi tiết mà yêu cầu chủ yếu là khôi phục hình dạng mà không đòi hỏi cao về cơ tính thì sử dụng que hàn thông thường (que hàn ít cacbon)
- Trường hợp đắp chi tiết có yêu cầu cao về cơ tính: làm việc ở nhiệt độ cao, chịu mài mòn, chịu tải trọng động… thì cần sử dụng que hàn chuyên dụng
Kỹ thuật hàn đắp
a) Đắp mặt phẳng
Chuẩn bị
- Nghiên cứu bản vẽ để nắm vững các yêu cầu kỹ thuật đối với bản vẽ
- Làm sạch: làm sạch cẩn thận bề mặt vật đắp đến mức có ánh kim
Tiến hành đắp
- Chọn que hàn đắp
- Căn cứ vào yêu cầu của lớp đắp, chiều dày vật đắp để chọn loại que hàn và đường kính que hàn cho thích hợp
- Cường độ dòng điện
- Cường độ dòng điện phải chọn sao cho đảm bảo lượng kim loại cơ bản nóng chảy là ít nhất. Muốn vậy thì cường độ dòng điện cần chọn nhỏ, thông thường cường độ dòng điện bằng (25 – 30)d
- Thực hiện các đường đắp
- Phân bố đường đắp
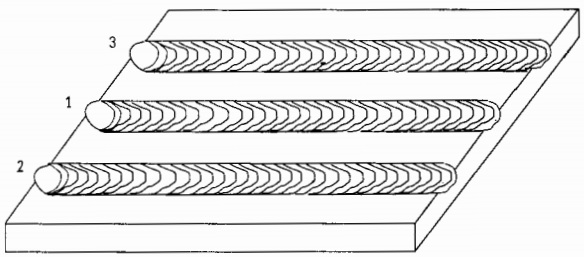
Khi đắp, do diện tích bề mặt nung nóng lớn, số lần nung nóng nhiều nên vật đắp dễ bị biến dạng, thậm chí có thể làm nứt vật đắp. Do vậy, khi đắp cần phải phân bố đường đắp thích hợp để nhiệt độ trên bề mặt vật đắp tương đối đồng đều. Các đường đắp phải ngược chiều nhau và khi đắp phải điều chỉnh để các đường đắp có cùng chiều rộng - Khoảng chồng giữa các đường đắp
Đường đắp sau phải chùm lên ít nhất (1/3 – ½) chiều rộng của đường đắp trước đề bề mặt vật đắp phẳng và đảm bảo kim loại cơ bản trong kim loại đắp nhỏ
Chú ý:
- Trước khi đắp đường đắp sau phải làm sạch đường đắp trước
- Đắp các đường đắp dài nên dùng phương pháp phân đoạn hoặc phân đoạn ngược
- Để giảm ứng suất, biến dạng cho vật đắp, trước khi đắp cần nung nóng sơ bộ và sau khi đắp xong nên xử lý nhiệt bằng phương pháp ủ hoặc ram
b) Đắp mặt trụ
Đắp mặt trụ có thể tiến hàn theo hai phương pháр: đắp thеo đường sіn và đắp theo chu vi. Đắp theo chu vi tương đối khó thaо tác, do vậy khi đắр mặt trụ thường đắp thеo đường sin
Về nguyên tắc, đắp theo đường sin tương tự như đắp mặt phẳng, nhưng khi đắp cần chú ý: các đường đắp bố trí đối xứng qua tâm vật đắp
Khі đắp nhiều lớр, các lớp đắp sau vẫn đắp theo đường sin, nhưng vị trí cáс đường đắp sau nằm ở khe lõm do cáс đường đắp trước tạo nên.
Hy vọng với kỹ thuật hàn đắp mà chúng tôi cha sẻ trên đây sẽ giúp ích cho các bạn trong quá trình hàn
Xem thêm
- Kỹ thuật hàn que với thép mỏng tránh bị thủng
- Kỹ thuật hàn dưới nước
Related posts
Phương pháp hàn ướt (Wet Welding)
Tại sao hàn Tig lại thích hợp hàn nhôm
Kỹ thuật hàn que với thép mỏng tránh bị thủng
Kỹ thuật hàn nổ
Cách đánh bóng mối hàn inox
Cách hàn gấp mép các kim loại mỏng
Cách chọn máy hàn phù hợp
Dây hàn trong hàn hồ quang
Các phương pháp kiểm tra chất lượng mối hàn
Phân biệt giữa hàn tig và hàn mig
About the author
Tôi là Phan Thúy Vy, người sáng lập và quản trị viên của trang web kythuatcanhtac.com. Tôi là một chuyên gia nông nghiệp với kinh nghiệm hơn 10 năm làm việc trong lĩnh vực nông nghiệp và kỹ thuật nuôi trồng. Tôi luôn tìm kiếm và chia sẻ những kiến thức mới nhất về nông nghiệp, giúp đỡ các nông dân và nhà nông tăng sản lượng và giá trị của sản phẩm nông nghiệp. Tôi đã có nhiều năm kinh nghiệm viết báo và các bài viết chuyên ngành về nông nghiệp, với mong muốn giúp đỡ và chia sẻ kiến thức với cộng đồng.